Sprühtyp Eisenphosphatlinien

Sprühtyp Eisenphosphatlinien
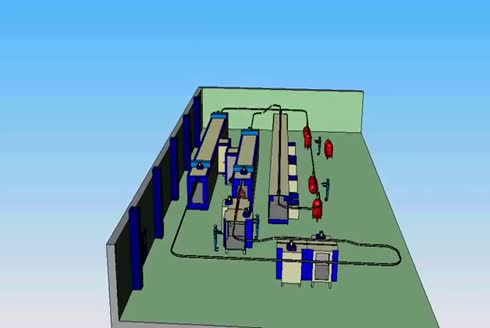
Es ist die modernste Methode der Phosphatierung vor dem Lackieren in der heutigen Technologie. Die Anwendung von Eisenphosphat vor der elektrostatischen Pulverbeschichtung oder
nassen Lackierung nutzt neben chemischer Kraft, Konzentration und Temperatur auch den Druck.
Obwohl die anfänglichen Investitionskosten dieses Prozesses hoch sind, wird er aufgrund der Beschichtungsqualität, Geschwindigkeit und des geringeren Chemikalienverbrauchs von verschiedenen Sektoren
bevorzugt. Im Boymak Sprüh-Eisenphosphat-Prozess werden zwei separate Entfettungs- und Phosphatierungsverfahren angewendet. Das erste ist die alkalische Entfettung, das zweite die neutrale Entfettung. Bei der alkalischen Entfettung werden Eisenphosphat und Entfettung in separaten Behältern durchgeführt, während bei der neutralen Entfettung Eisenphosphat und Entfettung im selben Behälter durchgeführt werden. Im Vergleich zur ersten Methode gibt es geringere Installations- und Investitionskosten, jedoch ist die Beschichtungsqualität niedriger. Die Temperatur in der Sprüh-Eisenphosphat-Linie liegt zwischen 55-65°C. Die Verarbeitungszeit liegt zwischen 2-5 Minuten. Der Sprühdruck sollte zwischen 1,5-2,0 bar liegen. Bei niedrigem Druck kann eine schwache Beschichtung und bei hoher Temperatur eine staubige Beschichtung auftreten. Der pH-Wert des Bades sollte zwischen 4-6 liegen. Der Boymak Sprüh-Eisenphosphat-Prozess ist ein umweltfreundliches Produkt, da es keine Schwermetalle enthält.
Die Parameter, auf die im Eisenphosphat-Prozess geachtet werden sollte, sind:









 Provisionsfreier Handel ohne Zwischenhändler
Provisionsfreier Handel ohne Zwischenhändler
 Alle Kommunikationskanäle
Alle Kommunikationskanäle
 Mobile App in Ihrer Tasche
Mobile App in Ihrer Tasche
 Eröffnen Sie ein Geschäft und veröffentlichen Sie eine Anzeige
Eröffnen Sie ein Geschäft und veröffentlichen Sie eine Anzeige