Spray Type Iron Phosphate Lines

Spray Type Iron Phosphate Lines
It is the most modern pre-painting phosphating method in today's technologies. The Iron Phosphate application applied before electrostatic powder paint or
wet paint utilizes chemical strength, concentration, and temperature in addition to pressure.
Although the initial investment cost of this process is high, it is preferred by various sectors due to coating quality, speed, and less chemical usage.
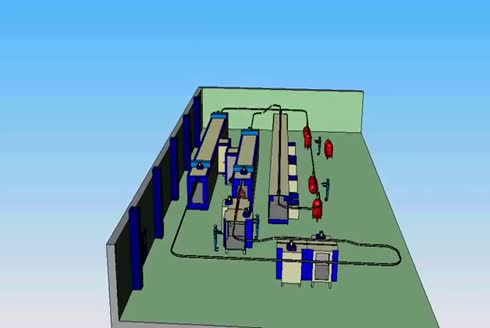
In the Boymak Spray Iron Phosphate process, two separate oil removal and phosphating methods are applied. The first is Alkaline oil removal, and the second is Neutral oil removal. Alkaline oil removal is set up in separate iron phosphate tanks, while in Neutral oil removal, iron phosphate and oil removal are set up in the same tanks. The first method has lower installation and investment costs, but the coating quality is lower. The temperature in the Spray Iron Phosphate Line is between 55-65°C. The processing time is between 2-5 minutes. The spraying pressure should be between 1.5-2.0 bar. Weak coating can occur at low pressure, and dusty coating can occur at high temperature. The pH value of the bath should be between 4-6. The Boymak Spray Iron Phosphate Process is an environmentally friendly product as it does not contain heavy metals.
The parameters to be considered in the Iron Phosphate process are as follows:









 Brokerless Trade without Commission
Brokerless Trade without Commission
 All Communication Channels
All Communication Channels
 Available on mobile phones
Available on mobile phones
 Open a Store and Post an Ad
Open a Store and Post an Ad